



-

注塑模具排气设计时注意事项有哪些
在模具的制造中,模具排气是非常重要的环节。模具排气可最大程度上代表模具整体结构的好坏。那注塑模具排气设计时注意事项有哪些呢?下面为大家进行介绍。 1、尽量用全部顶针排气,这点对于大件的塑件尤为重要,这点当然也决定于顶针的直径,如果这点不可能,要磨平面排气,用合适的长度及深度,并减缓顶针配合间隙,流道尤其是大的或长的流道一定要开排气。 2、当零件不能做全周排气时,最后充胶位及次最后充胶位必须被考虑到,此两位必须加排气。深骨位、柱位及小针点胶位或薄胶位须特殊考虑排气,或用扁顶针......【点击详情】
-
注塑模具浇注系统由那几个部分组成
在生活中我们使用到的塑料制品大部分是由注塑模具生产制造的,注塑模具是一种生产塑胶制品的工具;主要应用于工业领域,注塑模具的浇注系统是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。那么注塑模具浇注系统由那几个部分组成呢?冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞。如果冷料一旦混入型腔,则所制制品中就容易产生内应力。冷料穴的直径约8一lOmm,深度为6mm。为了便于脱模,其底部常......【点击详情】
-

双色模具的设计制造需要注意哪些事项
市场上双色模具已经盛行,并且由于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,肯定将是市场潮流。双色模具是两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由1套模具完成,且需要专门的双色注塑机。那么双色模具的设计制造需要注意哪些事项1、前侧SPRUE的深度不要超过65mm。上侧(大水口)SPRUE的顶部到模胚中心的距离不小于150mm。 2、在设计第二次注塑的CAVIT......【点击详情】
-

塑料模具是如何进行分类的
按成型分类(1)注射成型是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射机螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化定型成为注塑制品。(2)压缩成型俗称压制成型,是最早成型塑件的方法之一。压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。(3)挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通......【点击详情】
-

模具磨损的原因有哪些
在模具的使用过程中,模具磨损是常见的现象并且也是不可避免的,我们能做的就是尽量减少模具的磨损,延长其使用寿命,我们在减少模具磨损时首先得知道模具为什么会磨损, ......【点击详情】
-

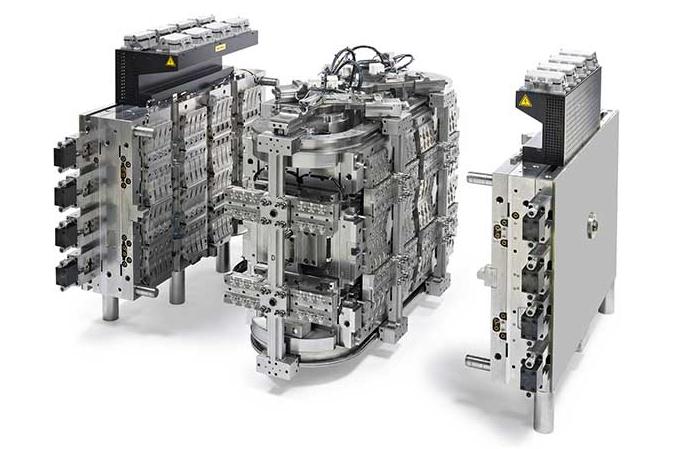
双色模具制作过程中关键技术分析
模块热量导出的精确性塑料的冷却模具是一个热交换器;塑料在注射机中获得的,使其熔融而适合注射的大部分能量(热量),在模 具打开顶出塑料制品之前必须将其散去,塑料制品必须变硬以适应顶出要求。制品冷却时间一般占整个模 塑周期的70%一80%,因此,一副好模具的关键是其模块和模板中冷却设置的质量和效率,实际上就是其每 秒钟能够导出的热量的多少,并且不能制造得太复杂、费用太高。 充模排气的良好性充模时空气从模腔的排出伴随着浇注成型的出现,排气的重要性就得到了公认......【点击详情】
联系我们
-
服务热线13537498882
- 邮箱:akai998@163.com
- 地址:东莞市长安镇锦厦社区河西工业区德诚路13号A栋


